GORE® Schnurdichtung
Die vielseitige Schnurdichtung aus 100 % ePTFE ist leicht zu installieren und bietet eine kosteneffiziente Lösung für große Stahlflansche in Standardanwendungen.
Kontakt
Deutschland
+49 89 4612 2215
Australien
+61 2 9473 6800
Brasilien
+55 11 5502 7800
China
+8621 5172 8299
Frankreich
+33 1 56 95 65 65
Großbritannien
+44 1506 46 01 23
Hong Kong
+852 2622 9622
Indien
+91 22 67687000
Italien
+39 045 6 20 92 50
Japan
+81 3 6746 2600
Korea
+82 2 393 3411
Niederlande
+31 13 507 47 00
Polen
+48 22 6 45 15 37
Singapur
+65 6733 2882
Skandinavien
+46 31 706 78 00
Spanien
+34 93 4 80 69 00
Südafrika
+27 71 467 7710
Vereinigte Arabische Emirate
+971 2 5089444
USA
+1 800 654 4229
Infothek

Produktleitfaden
Produktleitfaden
Finden Sie heraus, welche GORE® Dichtung zu Ihren Anforderungen passt.
Alle Infos zu GORE® Schnurdichtung
- Technische Informationen (1)
- Fachartikel (3)
- Datenblätter (1)
- Installationsanleitungen (2)
- Zertifikate (3)
- Produktleitfaden (1)
- Broschüren (1)
Überblick
Die erste ePTFE-Schnurdichtung wurde vor über 40 Jahren von Gore erfunden. Sie hat sich als zuverlässige Lösung für Stahlflansche mit großen Durchmessern, unebenen oder korrodierten Oberflächen sowie für rechteckige oder unregelmäßig geformte Flansche bewährt. Im verpressten Zustand bildet die weiche, anpassungsfähige Schnurdichtung einen dünnen, aber dennoch starken Dichtfilm. Auch die Abdichtung von Anwendungen mit geringen Schraubenkräften ist möglich.
Wegen ihrer Zuverlässigkeit – und der einfachen und kostengünstigen Installation – zählt die GORE Schnurdichtung in vielen Anlagen in den Bereichen Wartung, Reparatur und Betrieb zum Standard. Bei den meisten Einsatzfällen reicht es, einfach das Abdeckpapier von der Klebeleiste auf der Rückseite der Dichtung abzuziehen, die Dichtung aufzukleben und die Enden übereinanderzulegen. (Komplexere Anwendungen sind in unseren Installationsanweisungen.)
(1) Typischerweise Prozesse mit wenig thermischen Zyklen, Temperaturen <150°C und Drücken <10 bar.
Was macht die GORE Schnurdichtung so vielseitig?
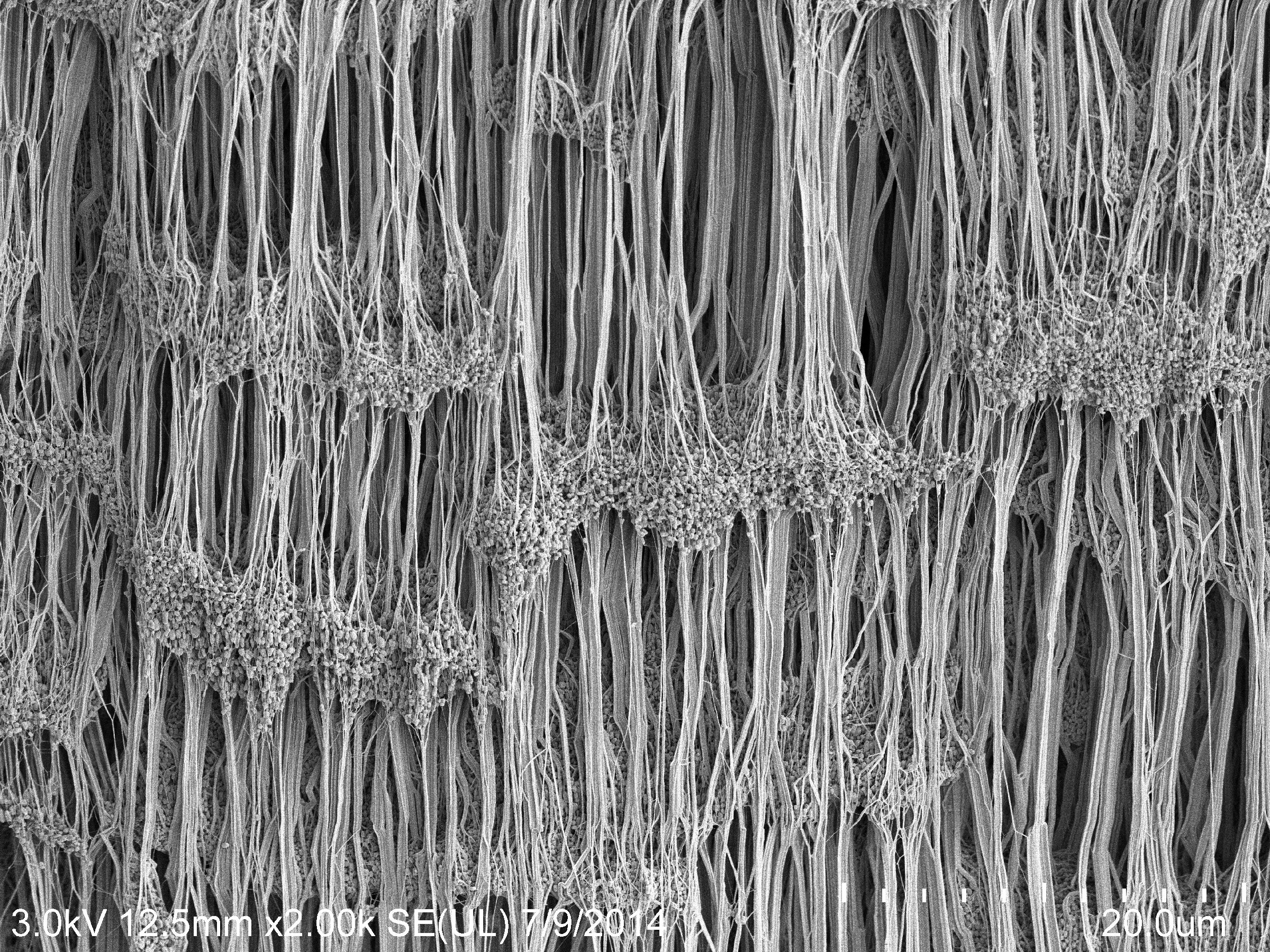
Gore-Technologie mit expandiertem Polytetrafluorethylen
Die GORE Schnurdichtung besteht aus 100 % monoaxial expandiertem PTFE (ePTFE). Durch die spezielle Expansionstechnologie von Gore wird ein hoher Faseranteil erreicht.
Der hohe Faseranteil verbessert Festigkeit sowie Abdichtverhalten und sorgt für eine weiche, anpassungsfähige Oberfläche, die kleinere Flanschunregelmäßigkeiten problemlos ausgleicht.
Die GORE Schnurdichtung ist beständig gegen alle Medien (pH 0 – 14), ausgenommen geschmolzene oder gelöste Alkalimetalle sowie elementares Fluor. Dadurch lässt sie sich in stark basischen, sauren und lösungsmittelbasierten chemischen Prozessen vielseitig einsetzen.
Einfach und kostensparend
Die GORE Schnurdichtung passt sich schnell jeder Form an – ungeachtet der Flanschgröße oder -komplexität. Sie haftet sofort am Flansch und lässt sich zu einer Dichtung schließen, indem die Enden einfach übereinander gelegt werden. So kann selbst das Abdichten von vertikalen Flanschen von einer Person allein erledigt werden.
Mit der GORE Schnurdichtung wird die Maßanfertigung von großen Dichtungen direkt am Einsatzort leicht gemacht. Sie müssen nicht mehr darauf warten, dass die Dichtung abseits vom Einsatzort maßgefertigt wird. Sie sind nicht mehr auf Pallettenlieferungen, Hubwägen oder Kräne angewiesen. Weder ein spezieller Umgang noch Folgearbeiten sind erforderlich.
Die Fertigung und die Installation von Dichtungen wird mit der GORE Schnurdichtung einfacher und schneller. Eine sichere, dauerhafte Abdichtung bedeutet minimalen Wartungsaufwand. Weniger ungeplante Stillstände sorgen wiederum für eine gesteigerte Produktivität – und damit für Kostenvorteile.
Technische Spezifikationen
Testergebnisse
Dichtungskennwerte
Die EN 13555 beschreibt das Prüfverfahren für die Bestimmung der Dichtungskennwerte, die für die Berechnungen nach EN 1591-1 eingesetzt werden. Der informative Anhang G liefert einen Leitfaden zur Bestimung der Dichtungskennwerte für Schnur- und Banddichtungen.
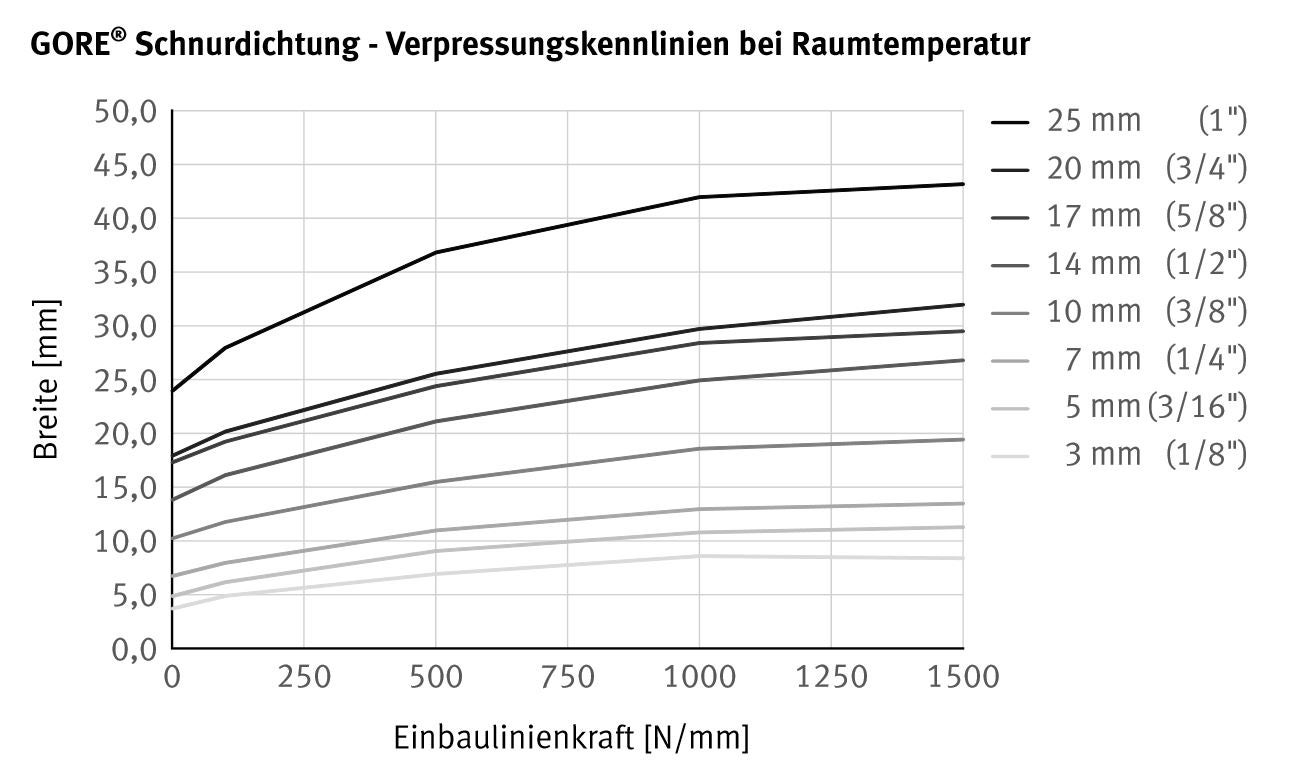
Aufgrund der Materialeigenschaften von monoaxial expandiertem PTFE verbreitert sich die GORE® Schnurdichtung abhängig von der aufgebrachten Kraft. Für die Auslegung und Berechnung von Flanschverbindungen ist es daher einfacher, mit Linienkräften anstelle von Flächenpressungen zu arbeiten. Die Linienkraft, Q*, ist der Quotient aus Schraubenkraft und Dichtungslänge.
Abgeänderte Definition der Dichtungskennwerte für die GORE® Schnurdichtung
| PQR | Messung der Kriechrelaxation bei einer vordefinierten Temperatur. Hierbei handelt es sich um das Verhältnis zwischen der Einbauflächenpressung und der Restflächenpressung nach Relaxation. Der ideale PQR-Wert ist 1. Je näher der Testwert dem Idealwert kommt, desto geringer ist der Verlust der Flächenpressung der Dichtung. |
|---|---|
| Q*min | Die minimal erforderliche Linienkraft bei Umgebungstemperatur für eine bestimmte Leckageklasse L im Einbauzustand. |
| Q*Smin | Die minimal erforderliche Linienkraft für eine bestimmte Leckageklasse L im Betriebszustand. |
| Q*Smax | Die maximale Linienkraft, der die Dichtung zu den angegebenen Temperaturen ausgesetzt werden darf, ohne Beschädigung oder Intrusion in das Rohr. Sie hängt von der Temperatur und von der Dichtungsdicke ab. |
| E*G | Die Rückfederung (elastisches Verhalten) einer Dichtung bei Entlastung. Verwandt mit dem Elastizitätsmodul und abhängig von der aufgebrachten Linienkraft, der Dichtungsdicke und der Temperatur. |
Überblick zum Prüfverfahren
| PQR | Die Kriechrelaxation wird bei unterschiedlichen Temperaturen, Einbauflächenpressungen, Dichtungsdicken und Flanschsteifigkeiten gemessen. Die Dichtung wird zuerst einer vordefinierten Flächenpressung ausgesetzt, dann wird die Temperatur erhöht und vier Stunden lang gehalten. Im Anschluss wird die Restflächenpressung gemessen. |
|---|---|
| Q*min Q*Smin |
Eine Dichtung wird in vordefinierten Zyklen be- und entlastet, wobei die Leckage konstant gemessen wird. Der Innendruck beträgt normalerweise 40 bar (Testgas: Helium). |
| Q*Smax E*G |
Die Flächenpressung wird zyklisch erhöht und jeweils auf 1/3 der vorangegangenen Flächenpressung reduziert. Danach wird die Dichtungsdicke gemessen. Der Test wird bei unterschiedlichen Temperaturen wiederholt. Der E*G-Wert wird aus den Entlastungszyklen und den Veränderungen der Dichtungsdicke berechnet. Eine plötzliche Abnahme der Dichtungsdicke weist auf Versagen hin. Falls es zu einer plötzlichen Abnahme kommt, wird der Wert der vorherigen Laststufe als Q*Smaxangegeben. Wird kein Versagen der Dichtung beobachtet, kann der maximale Belastungswert des Prüfstandes angegeben werden. Dieser Wert wird dann als anfängliche Flächenpressung in einem PQR -Test verwendet, um den finalen QSmax-Wert bei konstanter Belastung zu verifizieren.. |
Testergebnisse
Nachfolgend finden Sie die Testergebnisse für die:
GORE® Schnurdichtung in 2 mm
Die EN 13555 sieht einen Prüfflansch der Größe DN 40 / PN 40 vor. Daher wurde die GORE® Schnurdichtung in 5 mm Breite getestet, mit einer Steifigkeit von 500 kN/mm. Die Werte für alle anderen Größen wurden aus diesen Ergebnissen anhand der folgenden Verpressungskennlinien hochgerechnet.
Q*min [N/mm]
| L1,0 | L0,1 | L0,01 | L0,001 | |
|---|---|---|---|---|
| 3 mm | 37 | 65 | 97 | 129 |
| 5 mm | 50 | 90 | 140 | 190 |
| 7 mm | 68 | 119 | 183 | 244 |
| 10 mm | 104 | 183 | 286 | 381 |
| 14 mm | 146 | 261 | 411 | 554 |
| 17 mm | 179 | 315 | 506 | 678 |
| 20 mm | 190 | 344 | 546 | 734 |
| 25 mm | 276 | 513 | 832 | 1128 |
Q*Smin [N/mm]
| Q*A [N/mm] | QA [MPa] | L1,0 | L0,1 | L0,01 | L0,001 | |
|---|---|---|---|---|---|---|
| 3 mm | 100 | 33 | 37 | 37 | x | x |
| 200 | 67 | 37 | 37 | 37 | 88 | |
| 300 | 100 | 37 | 37 | 37 | 50 | |
| 400 | 133 | 37 | 46 | 55 | 65 | |
| 5 mm | 100 | 20 | 50 | 50 | x | x |
| 200 | 40 | 50 | 50 | 50 | 135 | |
| 300 | 60 | 50 | 50 | 50 | 70 | |
| 400 | 80 | 50 | 60 | 75 | 90 | |
| 7 mm | 100 | 14 | 68 | 68 | x | x |
| 200 | 29 | 68 | 68 | 68 | 162 | |
| 300 | 43 | 68 | 68 | 68 | 92 | |
| 400 | 57 | 68 | 85 | 101 | 119 | |
| 10 mm | 100 | 10 | 104 | 104 | x | x |
| 200 | 20 | 104 | 104 | 104 | 250 | |
| 300 | 30 | 104 | 104 | 104 | 143 | |
| 400 | 40 | 104 | 129 | 156 | 183 | |
| 14 mm | 100 | 7 | 146 | 146 | x | x |
| 200 | 14 | 146 | 146 | 146 | 353 | |
| 300 | 21 | 146 | 146 | 146 | 202 | |
| 400 | 29 | 146 | 183 | 221 | 261 | |
| 17 mm | 100 | 6 | 179 | 179 | x | x |
| 200 | 12 | 179 | 179 | 179 | 435 | |
| 300 | 18 | 179 | 179 | 179 | 248 | |
| 400 | 24 | 179 | 224 | 272 | 317 | |
| 20 mm | 100 | 5 | 190 | 190 | x | x |
| 200 | 10 | 190 | 190 | 190 | 464 | |
| 300 | 15 | 190 | 190 | 190 | 265 | |
| 400 | 20 | 190 | 240 | 291 | 344 | |
| 25 mm | 100 | 4 | 276 | 276 | x | x |
| 200 | 8 | 276 | 276 | 276 | 683 | |
| 300 | 12 | 276 | 276 | 276 | 390 | |
| 400 | 16 | 276 | 351 | 430 | 513 |
X: The leakage rate is not achieved at the pre-compression line force Q*A as part of the measuring program.
Q*smax [N/mm]
| Dicke (mm) | Temperatur (°C) | Q*smax [N/mm] | Qsmax [MPa] | |
|---|---|---|---|---|
| 5 mm | 2 | 20 | 1000 | 200 |
E*G
| EG | Flächenpressung | Linienkraft 1 | Temperatur | |
| 5 mm | 290 | 20 MPa | 100 N/mm | Raum |
| 368 | 30 MPa | 150 N/mm | ||
| 438 | 40 MPa | 200 N/mm | ||
| 490 | 50 MPa | 250 N/mm | ||
| 527 | 60 MPa | 300 N/mm | ||
| 500 | 20 MPa | 100 N/mm | 80 °C (212 °F) |
|
| 581 | 30 MPa | 150 N/mm | ||
| 671 | 40 MPa | 200 N/mm | ||
| 817 | 50 MPa | 250 N/mm | ||
| 971 | 60 MPa | 300 N/mm | ||
| 260 | 20 MPa | 100 N/mm | 150 °C (302 °F) |
|
| 374 | 30 MPa | 150 N/mm | ||
| 380 | 40 MPa | 200 N/mm | ||
| 377 | 50 MPa | 250 N/mm | ||
| 369 | 60 MPa | 300 N/mm |
1 Corresponds to inital gasket stress (initial width = 5 mm)
m & y Dichtungkennwerte für die Flanschauslegung, wie sie im ASME Boiler and Pressure Vessel Research Code, Division 1 Sektion VIII Anhang 2 beschrieben ist. Zurzeit wird ein neues Prüfverfahren für Leckageraten in Abhängigkeit von y-Flächenpressungen und m-Faktoren für Dichtungen in der ASTM F03 Working Group vorgeschlagen.
Definition der Dichtungskennwerte
Der m-Faktor (maintenance factor) beschreibt die zusätzliche Schraubenvorspannung, die erforderlich ist, um die Mindestflächenpressung einer Dichtung einzuhalten, wenn die Flanschverbindung mit Innendruck beaufschlagt wurde.
y ist die erforderliche Mindestflächenpressung (psi), um die Abdichtung im Einbauzustand zu erreichen.
| Wert | |
|---|---|
| m | 1,5 |
| y | 2500 |
Es gibt keine spezifischen Teststandards für AD 2000 B 7 Dichtungskennwerte. Die 2015 Ausgabe verweist auf EN 13555 als Prüfnorm(1)und gibt Tabelle 9 aus der VDI 2200(2) als Umrechnungsmethode an. Bitte beachten Sie, dass die VDI 2200 besagt, dass eine Umrechnung aufgrund der unterschiedlichen Messmethoden ungültig ist. „[…] für einen Festigkeits-, Dichtheits- und TA-Luft-Nachweis [können] lediglich die Verfahren nach DIN EN 1591-1 und AD 2000 in Verbindung mit DIN EN 1591-1 sowie FE-Analysen eingesetzt werden."(3)
Gore unterstützt die Verwendung des AD 2000-Merkblatts B 7. Die zugehörigen Dichtungskennwerte werden im Folgenden angegeben.
Es gelten folgende Relationen(1):
k0KD ≙ Qmin · bD
k1 ≙ (QSmin / p) · bD since m ≙ QSmin / p (4)
k0KDϑ ≙ Qsmax · bD
wo,
| Qmin | Erforderliche Mindestflächenpressung bei Umgebungstemperatur im Einbauzustand (gemäß EN 13555) |
|---|---|
| QSmin | Erforderliche Mindestflächenpressung im Betriebszustand (gemäß EN 13555) |
| QSmax | Die maximale Flächenpressung, der die Dichtung zu den angegebenen Temperaturen ϑ ausgesetzt werden darf (gemäß EN 13555) |
| bD | Dichtungsbreite |
| p | Innendruck des Mediums |
| k1 | AD 2000 B 7 Dichtungskennwert für Betriebszustand |
| k0KD | AD 2000 B 7 Dichtungskennwert für Dichtungsverformung |
| k0KDϑ | AD 2000 B 7 Dichtungskennwert für Dichtungsverformung im Betrieb bei Temperatur ϑ |
Für GORE® Schnurdichtung DF05 in 2 mm Dicke und einen Innendruck von
- k1 = 10 • bD
- k0KD = 18 MPa • bD
- k0KDϑ= 200 MPa • bD Temperatur ϑ = 150°C
Falls es im Einzelfall erforderlich ist, wird eine eigene Umrechnung von EN 13555 Werten empfohlen.
Die Verwendung der pauschalen Werte aus Tabelle 1 im AD 2000-Merkblatt B 7(5) wird nicht generell empfohlen. Im Einzelfall mögen diese jedoch durchaus anwendbar sein.
Es ist ansonsten zu bemerken, dass bereits 1997 die zitierten Normen DIN 2690 bis DIN 2692 durch EN 1514-1 ersetzt wurden.
(1) Arbeitsgemeinschaft Druckbehälter: AD 2000-Merkblatt B 7, Berechnung von Druckbehältern, Schrauben, Seite 4, 7.1.2.4, April 2015
(2)Verein Deutscher Ingenieure e. V.: VDI 2200, Dichte Flanschverbindungen: Auswahl, Auslegung, Gestaltung und Montage von verschraubten Flanschverbindungen, Seite 36, Tabelle 9, Juni 2007
(3) Verein Deutscher Ingenieure e. V.: VDI 2290, Emissionsminderung - Kennwerte für dichte Flanschverbindungen, Seite 8, Juni 2012
(4) Bitte beachten Sie, dass der Faktor m = QSmin / p aus der DIN V 2505 stammt, welche durch die EN 1591-1 ersetzt wurde. In dieser wird m jedoch nicht mehr verwendet.
(5) Arbeitsgemeinschaft Druckbehälter: AD 2000-Merkblatt B 7, Berechnung von Druckbehältern, Schrauben, Seite 6, Tabelle 1, April 2015
Zulassungen und Zertifizierungen
Infothek
Installationsanleitung: GORE® Schnurdichtung
Installationsanleitungen
DIESES PRODUKT EIGNET SICH NUR FÜR DEN EINSATZ IN INDUSTRIELLEN ANWENDUNGEN
und ist nicht für die Herstellung, Verarbeitung oder Verpackung von Lebensmitteln, Medikamenten, Kosmetik- oder Medizinprodukten bestimmt.
Folge GORE® Schnurdichtung